 中文
中文 English
EnglishI. Working Background
Faced with global resource scarcity and severe environmental pressure, countries worldwide have set clear development goals for biomass energy, and issued corresponding development plans, laws and policies to boost the growth of renewable biomass energy.
Biomass energy is a vital renewable energy source, and biomass power generation serves as a significant, stable and adjustable renewable power supply. It has become a core approach on a global scale to massively reduce fossil fuel consumption and carbon dioxide emissions both currently and in the future.
Biomass power generation receives strong policy support from national authorities. For instance, in August 2021, the National Development and Reform Commission, the Ministry of Finance and the National Energy Administration jointly issued the 2021 Work Plan for the Construction of Biomass Power Generation Projects, which guides the steady and sound development of the biomass power generation industry.
II. Origin of Belt Drying Technology
Originating from Europe in the 1980s, the belt drying technology was initially applied to biomass drying.
It is suitable for drying sludge, wood chips, biogas residue, manure residue and other materials.
Core advantage: It adopts waste heat and residual heat for dehydration, belonging to the thermal drying technology.
The application fields are listed as follows.
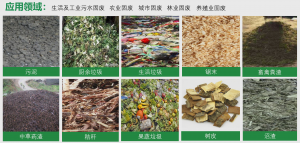
III. Product Introduction
3.1 Overview
This equipment adopts a low-temperature belt drying process and belongs to convective drying technology. It takes hot dry air (60-100℃) as the drying medium. Circulating fans continuously drive hot air to make full contact with biomass materials and remove internal moisture, so as to achieve the required drying degree.
3.2 Product Features
① In each modular unit, drying air flows through biomass materials in a downward direction, countercurrent to the material conveying direction. This makes materials closely attached to the conveyor belt, improves drying efficiency and effectively prevents dust emission.
② Adjustable internal temperature: The chamber temperature is adjustable within 60~100℃ according to the characteristics of different materials.
③ Modular design: The belt width ranges from 2.2m to 5.5m, and the maximum length reaches 64m (excluding feeding and tail chambers). The modular structure supports convenient later expansion, enabling the dryer to scale up alongside business development.
④ Long-span wide-belt conveying technology: Ensures automatic belt deviation correction without manual intervention.
⑤ Low-speed operation: Reduces component wear and lowers daily maintenance costs.
⑥ Customized polyester conveyor belt: With a temperature resistance up to 160°C. It only allows a tiny amount of fine particles to leak, minimizing material loss and cleaning frequency.
⑦ Automatic control system: Temperature monitoring is equipped in each chamber, and sensors are installed for air volume, wind pressure and other parameters. The feeding rate is frequency-conversion adjustable. Multi-dimensional real-time monitoring ensures stable internal temperature, optimal drying cycle and consistent product quality.
⑧ Closed-loop process available: Ideal for biomass materials with odor and VOC emission risks. Most gas circulates inside the system, and only a small amount of tail gas is discharged to the waste gas treatment unit.
3.3 Technical Characteristics
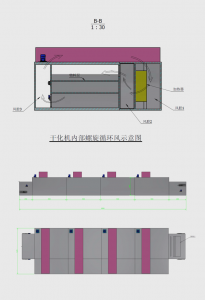
3.3.1 Spiral Air Process
Hot air enters the dryer through the air inlet and flows forward in a spiral pattern along the conveyor belt. At a flow velocity of about 0.5m/s, spiral hot air penetrates the biomass layer repeatedly and is discharged from the air outlet. Finally, the moisture content of dried biomass is reduced to below 10%.
3.3.2 Unique Multi-Screw Homogenizing Feeding Mechanism
After entering the dryer, biomass tends to accumulate unevenly on the belt with a raised middle, low sides and excessive material overlapping, which restricts drying efficiency. To solve this problem, a customized multi-screw homogenizing feeding mechanism is developed.
Composed of two longitudinally arranged reverse-rotating screws installed above the conveyor belt, the mechanism evenly spreads stacked biomass during transportation. The gap between screws and the belt is vertically adjustable to control material thickness precisely.
3.3.3 Long-Span Wide-Belt Conveying Technology
Our large-scale biomass dryers, jointly developed with partners, are equipped with a conveyor belt over 5.5m in width and a conveying distance exceeding 64m. Considering impurities such as iron wires, stones and fibers mixed in biomass, high-temperature resistant polyester material is adopted for the belt. Multiple steel structural parts are vertically arranged between the belt and chains for reinforced connection, greatly improving overall conveying strength and operational stability.
3.3.4 Automatic Belt Deviation Correction Structure
Patented automatic deviation correction mechanism.
3.3.5 Micro-Negative Pressure Sealing Technology
Hot air is used as the heat and moisture transfer medium during drying, generating a large volume of waste gas. High-temperature resistant sealant and sealing strips are installed at all assembly gaps to prevent gas leakage.
The whole drying system operates under micro-negative pressure, stably controlled at -2mbar ~ -5mbar. This design only allows fresh air to enter from feeding and discharging ports and prevents waste gas overflow. A frequency-conversion exhaust fan runs 24 hours to collect tail gas and deliver it to deodorization pipelines, ensuring no gas leakage even during shutdown.
3.3.6 Closed-Loop Air Circulation Process
Eucalyptus, mildewed biomass, hemp and other special materials face risks of excessive VOC and odor emissions.
For such materials, the closed-loop air circulation process is adopted. High-temperature humid exhaust gas is pumped into a condenser and cooled to about 38°C (below the air dew point) for moisture condensation and separation. Most dehumidified air is reheated and recycled into the dryer for continuous circulation, while only a small amount of tail gas is discharged to incinerators or waste gas treatment facilities.
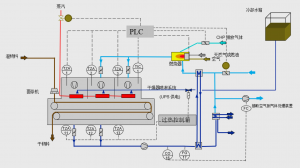
3.3.7 High-Efficiency Automatic Control Technology
Biomass varies greatly in fuel quality and initial moisture content, leading to unstable air balance and fluctuating drying effects.
Real-time temperature monitoring in each chamber, together with sensors for air volume and pressure, and frequency-conversion feeding control, realizes full-process intelligent monitoring. The whole system operates fully automatically with no manual operation required, ensuring efficient drying and stable finished product quality.
3.3.8 High-Efficiency Safety Control Measures
See attached drawings.
3.3.9 Comprehensive Safety System Design
a. Dust Explosion Hazard
Low-speed material transportation avoids friction between materials or with equipment components. The circulating air velocity is strictly controlled.
Under all working conditions (start-up, shutdown, emergency stop and restart), the internal dust concentration of the dryer is kept below 20 mg/m³. In contrast, the minimum explosive concentration of sludge dust is 60,000 mg/m³. The ultra-low dust concentration completely eliminates dust explosion risks.
b. Fire Hazard
Over-dried biomass may cause smoldering when exposed to excessive drying temperature. Targeted prevention measures are adopted:
- Independent temperature detection for each drying chamber. The PLC system will cut off heat supply once the temperature exceeds 110℃.
- Over-temperature switches (TZA) are installed in each chamber and interlocked with the water spray system. Once the temperature exceeds 130℃, the UPS-powered solenoid valve will be activated to start the spray system. Multiple sets of temperature instruments guarantee high system reliability.
c. Combustible Gas Explosion Hazard
The conventional drying temperature is set at 60℃, resulting in low evaporation of organic volatile matters. Combined with continuous exhaust and fresh air supplement, the concentration of combustible gas cannot reach the explosion limit. No oxygen control or inert gas injection is required.
Longitudinal active circulating air prevents local accumulation of combustible gas. Combustible gas detectors are installed on circulating air ducts. Once the concentration exceeds the threshold, the PLC will cut off heat input and trigger an alarm, eliminating combustible gas explosion risks.
IV. Project Cases
If you are interested in our belt drying products and cooperative solutions, please feel free to contact us. We will provide more project performances and typical case references for your review.




Comments (0)